ООО Фирма "Восток-Монолит"
Продукция -> Штамповая оснастка -> Проектирование и изготовление штамповой оснастки
Проектирование и изготовление штамповой оснастки
Наше предприятие уже много лет проектирует и изготавливает всевозможные виды оснастки для штамповых операций:
• штампы с разделением материала (вырубные, пробивные, зачистные, отрезные)
• штампы с изменением формы заготовки (гибочные, вытяжные, отбортовочные, формовочные)
• штампы Совмещенного действия (для вырубки с отрезкой, для вырубки с пробивкой, для вырубки с вытяжкой и другие комбинации)
• штампы последовательного действия
Габариты деталей получаемые штамповкой варьируются в пределах от 1мм2 до вписанного в окружность D200 мм, при max размерах плит штампа 600х600 мм. Достигаемая точность деталей получаемых с помощью штампах ±0,005 мм и шероховатость поверхности до Rz 1,6 мкм (на зачистных штампах).
Изготовление деталей штампов наша фирма производит на современном оборудовании с ЧПУ ведущих производителей мира из Японии, Германии, Швейцарии, Китая, в том числе высокоточных электроэрозионных станках с точностью формообразования ±2,5 мкм.
Благодаря широкому внедрению и использованию современных станков с ЧПУ стало возможным упрощение процесса изготовления штамповой оснастки. Специалисты нашей фирмы пользуются системами автоматизированного проектирования и предподготовки производства – CAD/CAM системы.
За нашими плечами солидный опыт выпуска штамповой оснастки для изготовления деталей часового и приборого производств.
Для изготовления оснастки, сначала специалисты нашей фирмы проводят технологическую проработку детали:
1. Определяется количество операций штамповки.
2. Выбирается оптимальный раскрой материала, зависящий от условий технологии штамповки (уменьшение расхода материала или увеличение стойкости штампа).
3. Определяется тип штампа.

Примеры штамповой оснастки,
спроектированной и изготовленной на нашем предприятии:









Детали, полученные методом штамповки, изготовленных на штамповой оснастке, изготовленной на нашем предприятии:

Более подробно рассмотреть детали можно здесь.
Мы спроектировали и изготовили огромное количество штампов последовательного и совмещенного действия. Полученный опыт взаимодействия и сотрудничества с другими ведущими предприятиями позволяет нам говорить, что такие штампы могут существенно увеличить показатели производительности и существенно уменьшить себестоимость производства, значительно при крупносерийном и массовых выпусках.
Новейшее современное оборудование, введенное в технологический процесс предприятия даёт возможность изготавливать формообразующие детали штамповой оснастки из материала твердых сплавов, или с использованием твердосплавных пластин.
Технические характеристики проектируемых и изготавливаемых штампов:
- Максимальные размеры штампованных деталей от 1мм2 до D200 мм.
- Максимальные габариты штампа 500 х 500 мм.
- Точность штампованных деталей ±5 мкм.
- Шероховатость поверхности до: Rz 1,6 мкм. (зачистные штампы)
Rz 10 мкм. (вырубные штампы)

Наше предприятие сертифицировано системой менджмента качества ISO 9001 и работает по следующей схеме:
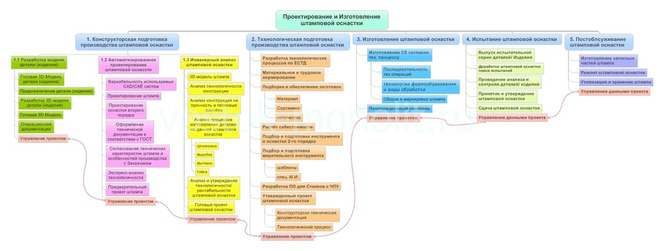 Основные этапы проектирования и изготовления штамповой оснастки, принятые на нашем предприятии:
Основные этапы проектирования и изготовления штамповой оснастки, принятые на нашем предприятии:
1. Конструкторская подготовка производства штамповой оснастки:
1.1.Разработка модели детали (изделия):
1.1.1. Готовая 3D модель детали (изделия).
1.1.2. Предназначение детали (изделия).
1.1.3. Разработка 3D модели детали.
1.1.4. Готовая 3D модель.
1.1.5. Операционная документация.
1.1.6. Управление проектом.
1.2.Автоматизированное проектирование штамповой оснастки:
1.2.1. Вариабельность используемых CAD/CAM систем.
1.2.2. Проектирование штамповой оснастки.
1.2.3. Проектирование оснастки второго порядка.
1.2.4. Оформление технической документации в соответствии с ГОСТ.
1.2.5. Согласование технических характеристик штамповой оснастки и особенностей производства с Заказчиком.
1.2.6. Экспресс-анализ технологичности штамповой оснастки.
1.2.7. Предварительный проект штамповой оснастки.
1.2.8. Управление проектом.
1.3. Инженерный анализ штамповой оснастки:
1.3.1. 3D модель штамповой оснастки.
1.3.2. Анализ технологичности конструкции.
1.3.3. Анализ конструкций штамповой оснастки на прочность и тепловые расчеты.
1.3.4. Анализ процессов изготовления деталей на спроектированной штамповой оснастки: штамповка, вырубка, вытяжка, гибка.
1.3.5. Анализ и утверждение технологичности/ рентабельности штамповой оснастки.
1.3.6. Готовый проект штамповой оснастки.
1.3.7. Управление проектом.
2. Технологическая подготовка производства штамповой оснастки:
2.1. Разработка технологических процессов по ЕСТД.
2.2. Материальное и трудовое нормирование.
2.3. Подборка и обеспечение заготовок комплектующих деталей штамповой оснастки: материал, сортамент, количество.
2.4. Расчёт себестоимости.
2.5. Подбор и подготовка инструментов и оснастки второго порядка.
2.6. Подбор и подготовка мерительного инструмента: шаблоны, специальный мерительный инструмент.
2.7. Разработка программного обеспечения для станков с ЧПУ.
2.8. Утвержденный готовый проект штамповой оснастки:
2.8.1. Конструкторско-техническая документация.
2.8.2. Технологический процесс изготовления штамповой оснастки.
2.9. Управление проектом.
3. Изготовление штамповой оснастки:
3.1. Изготовление сборочных единиц согласно технологическому процессу: последовательность технологических операций, все технологии формообразования и виды обработки, сборка и маркировка штамповой оснастки.
3.2. Пооперационный контроль.
3.3. Управление проектом.
4. Испытание штамповой оснастки:
4.1. Выпуск испытательной серии деталей (изделия).
4.2. Доработка штамповой оснастки после испытаний.
4.3. Проведение анализа и контроля деталей (изделия) на соответствие технической документации.
4.4. Принятие и утверждение штамповой оснастки.
4.5. Сдача штамповой оснастки.
4.6. Управление проектом.
5. Постобслуживание штамповой оснастки:
5.1. Изготовление запасных частей штампов.
5.2. Полный или частичный ремонт штамповой оснастки.
5.3. Утилизация и хранение штамповой оснастки.
5.4. Управление проектом.
Мы изготавливаем детали штамповой оснастки только из качественной легированной стали, что является гарантией надежности и долговечности штампа.
Наши заказчики имеют возможность консультации на любом этапе проектирования и изготовления штамповой оснастки.
Стоимость и сроки изготовления штамповой оснастки зависят от:
- Сложности детали и назначения штампа.
- Геометрическая точность и требования к качеству поверхностей.
- Желаемой стойкости штамповой оснастки.
Стоимость штамповой оснастки может начинаться от десятков тысяч до миллиона российских рублей.
Сроки проектирования штамповой оснастки могут занимать от нескольких дней до нескольких недель в зависимости от сложности проекта.
Сроки изготовления штамповой оснастки, как правило занимают от 4 недель до нескольких месяцев.
Штампы для холодной штамповки:
Крупногабаритные - 3 - 4 месяца,
Средние - 2 - 3 месяца,
Мелкие - 1,5 -2,5 месяца,
Доставка:
Мы доставим Вашу спроектированную и изготовленную штамповую оснастку до места назначения транспортной компанией. Сроки доставки будут зависеть от отдаленности Вашего склада.
Качество и надежность, проектируемых и изготавливаемых нашим предприятием штампов, подтверждено не только временем и довольными партнерами и клиентами, а также большим количеством произведенных деталей и изделий, внедренных в сборочные узлы ведущих российских производителей.
На нашем предприятии реализована программа работы по производственному плану на несколько месяцев вперёд, проектирование и изготовление оснастки занимает от 1,5 до 6 месяцев времени, поэтому просим Вас высылать заявки заблаговременно для включения вашего проекта в план производства.

Продукция -> Штамповая оснастка -> Проектирование и изготовление штамповой оснастки